Armatures pour béton armé

Aciers pour béton armé (ABA)
Les aciers pour béton armé sont fabriqués à partir d’acier généralement élaboré dans des fours électriques à partir de ferrailles de récupération. Les billettes (demi-produit de section carrée de 100 à 200 cm2) coulées en continu sont ensuite laminées à chaud pour obtenir des barres et des couronnes, celles-ci pouvant être étirées à froid.
Les barres et les couronnes de plus petit diamètre peuvent être fabriquées à partir de fil lisse, grâce à une opération de laminage à froid et un crantage. Les treillis soudés sont obtenus par soudage électrique de ces fils sur machine automatique.
Les caractéristiques mécaniques des aciers pour béton armé dépendent de la nuance de l’acier.
Les valeurs sont spécifiées dans les normes françaises ou européennes.
Trois nuances principales en France :
- B500A : Re ≥ 500 MPa et Agt ≥ 2,5 %
- B500B : Re ≥ 500 MPa et Agt ≥ 5 %
- B500C : Re ≥ 500 MPa et Agt ≥ 7.5 %
Avec Re la limite d’élasticité de l’acier et Agt la déformation relative maximale admissible d’un acier avant rupture.
Les nuances les plus utilisées sont les B500A et B500B. La nuance B500B, compte tenu de son allongement important à la rupture doit être utilisée pour les constructions en zone sismique.
Nota : chaque acier est identifiable par un marquage qui permet d’en assurer la traçabilité à partir de l’usine de production.
Les aciers pour béton armé se présentent sous formes de barres de grande longueur (souvent 12 m) ou de fils en couronnes :
- barres droites lisses : diamètre 5 à 50 mm,
- barres droites à haute adhérence : diamètre 6 à 50 mm,
- fils à haute adhérence en couronne : diamètre 5 à 25 mm.
Nota : On distingue deux principaux types d’acier selon leur composition chimique :
- l’acier au carbone
- l’acier inox.
Différents types d’armatures
Les armatures courantes
Les armatures sont fabriquées à partir d’aciers pour béton armé (barres, couronnes, treillis soudés) qui sont utilisés en l’état ou après une transformation comportant une ou plusieurs des opérations suivantes : dressage des aciers (uniquement pour les aciers en couronne), coupe à longueur, façonnage, assemblage par ligature ou soudage.
On distingue les armatures « coupées-façonnées » qui sont obtenues par coupe et façonnage des aciers, à la demande (en conformité avec les plans d’exécution définis par les bureaux d’études) et les « armatures assemblées » d’un modèle standard, constituées par assemblage des armatures coupées façonnées sous forme de « cages » ou de « panneaux » et utilisées pour des applications courantes (semelles de fondation, poteaux, linteaux…).
Les armatures sont :
- soit assemblées en usine, puis livrées sur le chantier ;
- soit livrées sur chantier coupées, façonnées, puis assemblées sur le site, à proximité de l’ouvrage ou directement dans le coffrage.
Les armatures sont mises en place dans les coffrages :
- soit sous forme de barres (droites ou coupées, façonnées en fonction des formes décrites sur les plans d’exécution),
- soit sous forme de treillis soudés (réseaux plans à maille en général rectangulaires, constitués de fils ou de barres assemblés par soudage et dont la résistance au cisaillement des assemblages est garantie) fabriqués en usine et livrés en panneaux.
- soit sous forme d’armatures pré-assemblées en cages ou en panneaux en usine (et livrées prêtes à mettre en place dans le coffrage).
Les jonctions des barres peuvent être assurées par recouvrements, par manchons ou par soudure.
La norme NF A 35-027 définit trois catégories d’armatures :
- Armatures sur plans
- Armatures sur catalogue
- Armatures spéciales
Armatures sur plan : exécution d’après un plan de bureau d’études
Les armatures sur plan sont fabriquées à partir de plans fournis par le client. Cette catégorie correspond aux armatures des structures en béton armé d’ouvrages de génie civil ou de grands bâtiments. Chacune de ces structures fait l’objet d’une étude spécifique qui comporte en particulier l’établissement de plans d’armatures
Armatures sur catalogue : exécutées d’après un catalogue de producteur
Les armatures sur catalogue sont conçues sous la responsabilité du fabricant et décrite dans un catalogue. Ce dernier doit être validé par un bureau de contrôle habilité. Elles sont en général à destination de la maison individuelle ou du petit collectif. Il s’agit principalement d’armatures pour la fabrication de poutres, de chevêtres, et autres produits répondant aux besoins pour les constructions courantes.
Armatures spéciales
Il s’agit principalement d’armatures manchonnées ou utilisant des aciers inox ou galvanisé. Sur chantier, l’assemblage est effectué soit en atelier « forain » installé à proximité de l’ouvrage, soit directement en coffrage. En général, ces deux solutions coexistent. Il est possible de souder sur site, mais le plus souvent le montage se fait par ligatures avec des fils d’attache en acier. Le respect de tolérances sur la position des armatures, pour assurer leur enrobage correct ou la reprise des efforts conformément aux calculs, imposent des précautions durant toutes les phases de bétonnage et de vibration. Des cales en béton ou en plastique de divers modèles facilitent la mise en place correcte des armatures et leur maintien, tout en présentant des caractéristiques adaptées à celles du béton.
En général, une structure en béton armé est coffrée et bétonnée en plusieurs phases successives. La continuité du ferraillage entre les parties contiguës de structure au niveau de la reprise de bétonnage est assurée par des « boîtes d’attentes » et des « dispositifs de raboutage » (appelés aussi coupleurs ou manchons).
Nota : Les armatures utilisées dans le cas du béton armé sont appelées armatures passives.
Les boites d’attentes
Les boites d’attente sont destinées à assurer les reprises de bétonnage horizontales ou verticales et donc la continuité des armatures au niveau des arrêts de bétonnage. Les boîtes d’attentes comportent des armatures façonnées dont une extrémité est repliée à l’intérieur d’un volume creux réalisé sous forme de boîte ou de profilé appelé support. L’ensemble ainsi constitué est fixé contre le coffrage à l’intérieur de la partie de structure bétonnée en première phase. Après décoffrage de cette première partie, la boîte est ouverte, retirée totalement ou en partie, et les armatures en attente dépliées. Il est ainsi possible de réaliser un recouvrement avec les armatures de la seconde phase.
Il existe de nombreux procédés de boites d’attentes qui sont classés en deux catégories :
- Les boites à support amovible. Ce sont les boites pour lesquelles l’ensemble du support est retiré après décoffrage de la première phase de bétonnage, où seules les armatures en attente subsistent dans le béton. Le support peut alors être constitué de divers matériaux : bois, matière plastique.
- Les boites à support incorporé. Ce sont les boites pour lesquelles une partie du support est abandonnée dans le béton. Le matériau constitutif de cette partie doit être compatible avec le béton. C’est en général de l’acier.
Quelques définitions
Cadre, étrier, épingle : armature transversale assurant une des fonctions suivantes :
- résistance à des sollicitations tangentes,
- coutures de recouvrements,
- maintien du flambement de barres comprimées,
- maintien d’armatures soumises à une poussée au vide,
- frettage.
Ancrage par courbure : zone d’armature comportant un façonnage destiné à diminuer la longueur d’armature (crosse, équerre, boucles à plat) assurant la transmission des efforts par adhérence entre l’acier et le béton. Un ancrage par courbure est le plus souvent situé à une extrémité d’armature. Il peut cependant se trouver dans une partie intermédiaire, comme par exemple dans le cas des « boucles à plat » utilisées aux appuis des poutres.
Coude : partie d’armature façonnée ne répondant pas à une des deux définitions précédentes.
Dispositifs de raboutage ou d’ancrage d’armatures du béton (d.r.a.a.b)
Les dispositifs de raboutage ou d’ancrage (également appelés coupleurs ou manchons) permettent d’assurer la continuité mécanique en créant une véritable liaison mécanique entre les armatures. Leur conception doit permettre de transférer l’intégralité de l’effort entre deux armatures. Ils sont généralement fabriqués en acier. Ils remplacent la solution traditionnelle qui consiste à assurer le transfert des efforts par recouvrement (sur une longueur déterminée) des armatures. L’utilisation de DRAAB est particulièrement intéressante dans des structures présentant de fortes densités d’armatures ou pour des constructions en zone sismique (meilleur comportement de la liaison par DRAAB que par recouvrement en cas de sollicitation sismique). La liaison entre le DRAAB et les armatures est le plus souvent réalisée par filetage ou sertissage.
Désignation des armatures
L'acier pour béton armé est défini par ses caractéristiques de forme, géométriques, mécaniques et technologiques. Les spécifications concernant les aciers sont détaillées dans les normes NF A 35-015 (aciers soudables lisses), NF A 35-080-1 (Aciers pour béton armé en barres et couronnes à verrous et empreintes), NF A 35-080-2 (treillis soudés), XP A 35-025 (aciers pour béton galvanisés). L'inox pour armatures de béton armé doit être conforme à la norme NF A 35-014 (acier pour béton inox).
Les aciers sont désignés par leur limite d’élasticité garantie Re en MPa, leur nuance et leur forme (lisse, haute adhérence). Par exemple, un acier HA B500B désigne un acier à haute adhérence (HA) présentant une limite élastique de 500 MPa et une classe de ductilité de 5 %. La norme de référence des aciers pour l’armature du béton est la norme NF EN 10080 (Aciers pour l’armature du béton. Acier soudable pour béton armé. Généralités). La norme de référence pour les armatures du béton est la norme NF A 35-027 (Produits en acier pour le béton armé. Armatures).
Fabrication des armatures
La fabrication des armatures nécessite plusieurs étapes successives.
Le dressage
Les aciers livrés en couronne sont « dressés » dans une dresseuse. Le principe consiste à faire passer le fil dans une « chicane » constituée de cadres tournants et de galets.
La coupe
C’est une opération simple qui s’effectue, soit directement sur les barres avec des cisailles mécaniques, soit sur les dresseuses dans le cas des fils livrés en couronnes et qui consiste à couper l’armature à la dimension nécessaire. Dans les cadreuses, la coupe est effectuée en fin de façonnage.
Le façonnage
Le façonnage est réalisé à froid. Dans le cas des fils, le façonnage s’effectue directement après le dressage dans des cadreuses. Les formes sont programmées par l’opérateur à partir des documents de production. Les barres coupées sont façonnées sur des cintreuses. Les armatures comportant deux pliages sont assez fréquentes. De ce fait beaucoup de cintreuses sont équipées de deux têtes de façonnage pouvant fonctionner simultanément. Toutes ces machines comportent une gamme de mandrins de cintrage correspondant aux diamètres susceptibles d’être prévus sur les plans.
L’assemblage
L’assemblage des armatures coupées façonnées (appelé couramment montage) est réalisé soit en usine, soit sur chantier, soit, le plus souvent, de façon mixte. L’assemblage en usine, très développé en France, est plus rapide et plus économique (amélioration de la qualité des assemblages et des rendements de production) mais peut entrainer des coûts de transport plus élevés. Les choix sont effectués en fonction du volume des cages à transporter, de la distance entre atelier et chantier et du processus de pose en coffrage. En atelier, l’assemblage est réalisé par soudure. Il s’agit le plus souvent uniquement de soudures « de montage » dont la fonction est d’assurer le bon positionnement et le maintien des armatures façonnées y compris pendant leurs transports, leurs manutentions et la mise en place du béton.
Les procédés de soudage
On distingue 3 procédés de soudage :
- Soudage par résistance C’est un soudage sans métal d’apport par passage d’un courant électrique de forte intensité combiné à un effet de pression entre les pièces à assembler.
- Soudage semi-automatique : MAG C’est un soudage à l’arc sous flux gazeux avec fil électrode fusible.
- Soudage au fil fourré Dans ce procédé, le fil est tubulaire et contient une poudre qui produit le gaz de protection.

Les techniques de réparation et de renforcement de structures par des armatures passives additionnelles peuvent s'appliquer de différentes manières, soit l'extérieur de l'ouvrage, soit à l'intérieur...
Caractéristiques des aciers
Caractéristiques de forme des aciers
On distingue 2 types d'aciers pour béton armé en fonction de leur forme et de leur surface :
- Les aciers lisses : barres lisses ou fils tréfilés lisses. Elles sont de section circulaire sans aucune gravure.
- Les aciers à haute adhérence dont la surface présente des saillies ou des creux. La surface de ces armatures présente des aspérités en saillies inclinées par rapport à l’axe de la barre appelée verrous ou des aspérités en creux appelées empreintes qui sont destinées à favoriser l’adhérence des armatures au sein du béton et donc une meilleure transmission des efforts entre les armatures et le béton.
Seules les armatures à haute adhérence sont autorisées par les normes Eurocodes pour le dimensionnement des structures.
Caractéristiques géométriques des aciers
Les diamètres des aciers utilisés pour la fabrication des armatures sont précisés dans la norme NF EN 10080-1. En France, on se limite en pratique aux diamètres 5, 6, 7, 8, 9, 10, 12, 14, 16, 20 et 25 pour les couronnes et 6, 8, 10, 12, 14, 16, 20, 25, 32, 40 et 50 pour les barres.
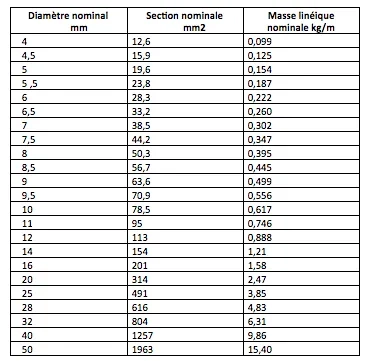
Nota : Le diamètre nominal d’une barre ou d’un fil correspond au diamètre d’un cylindre de révolution de même métal ayant la même masse linéique. C’est le diamètre nominal qui est pris en compte pour le dimensionnement. La masse volumique des aciers au carbone est prise égale à 7850 kg/m3.
Pour les aciers inoxydables, la masse volumique dépend de la composition de l’acier. Elle est comprise entre 7 700 et 8 000 kg/m3.
Diamètre, section et masse linéique des armatures
Liaison acier béton
Adhérence
La résistance d’un élément en béton armé et la maîtrise de la fissuration suppose que l’acier ne puisse pas glisser à l’intérieur du béton, c’est-à-dire qu’il y ait adhérence parfaite entre les deux matériaux. L’adhérence des armatures est fonction de leur forme, de leur surface (les saillies ou les creux améliorent l’adhérence) et de la résistance du béton. Le fonctionnement du béton armé suppose une « association » entre l’acier et le béton qui met en jeu l’adhérence des armatures au béton. Pour utiliser pleinement des aciers plus performants, il faut donc aussi que leur adhérence soit améliorée. On a par conséquent évolué vers des aciers qui sont à la fois à Haute Limite d’Élasticité (HLE) et à Haute Adhérence (HA). La haute adhérence résulte de la création d’aspérités en saillie ou en creux. La haute limite d’élasticité peut être obtenue par différents moyens :
- par écrouissage, par étirage et ou laminage à froid de barres ou fils d’acier doux ;
- par traitement thermique (trempe et autorevenu) de barres ou fils d’acier doux.
L’adhérence est définie par deux coefficients :
- Le coefficient de fissuration qui est pris en compte pour les calculs de fissuration du béton ;
- Le coefficient de scellement qui permet de dimensionner les ancrages des armatures.
Les valeurs de ces coefficients dépendent du type d’armatures (ronds lisses ou barres HA).
Propriétés pour le dimensionnement
Les propriétés et les règles à appliquer aux armatures sont définies dans la section 3 (article 3.2 – Acier de béton armé) de la norme NF EN 1992-1-1.
Les prescriptions relatives aux aciers se traduisent dans les normes par les caractéristiques spécifiées suivantes :
- soudabilité et composition chimique
- caractéristiques mécaniques en traction (ft)
- limite d’élasticité
- diamètres, sections, masses linéiques et tolérances
- adhérence et géométrie de la surface (verrous ou empreintes)
- non fragilité (aptitude au pliage)
- dimensions et résistance au cisaillement des assemblages soudés des treillis soudés
- résistance à la fatigue (caractéristique optionnelle)
- aptitude au redressage après pliage (caractéristique optionnelle)
- ductilité.
Soudabilité
Un acier est dit « soudable » s’il est possible de l’assembler par soudure, par des procédés courants, sans altérer ses caractéristiques mécaniques. La soudabilité d’un acier est attestée par sa composition chimique. Les normes pour les aciers au carbone fixent les valeurs qui ne doivent pas être dépassées concernant les teneurs en carbone, soufre, phosphore, azote et cuivre, ainsi qu’une combinaison des teneurs en carbone, manganèse, chrome, molybdène, vanadium, nickel et cuivre appelée carbone équivalent. Les inox utilisés pour les armatures sont soudables. Des essais permettent de vérifier l’aptitude au soudage qui, en amont, est maîtrisée au niveau de l’aciérie par des exigences relatives à la composition chimique de l’acier. Il est indispensable que les caractéristiques de résistance, d’élasticité et de ductilité soient maintenues au niveau de la soudure.
Adhérence et géométrie de la surface
Les normes imposent à la géométrie de surface des aciers des caractéristiques permettant d’assurer l’adhérence acier/béton. Les exigences portent sur des valeurs minimales soit de hauteur des verrous, ou de profondeur des empreintes, soit de « surface relative » des verrous fR, ou des empreintes fp.
Non fragilité (aptitude au pliage)
L’armature doit s’adapter lors des opérations de façonnage à des formes complexes ce qui implique courbures et pliages ; l’acier doit donc présenter une bonne aptitude au pliage. L’acier est soumis à un pliage, sur un mandrin dont le diamètre est fixé en fonction de celui de l’acier suivi d’un dépliage. L’essai est satisfaisant s’il ne se produit ni cassure ni fissure transversale dans la zone de pliage-dépliage.
Caractéristiques mécaniques en traction
La résistance mécanique d’un acier est déterminée par un essai de traction normalisé, elle est caractérisée par :
- La résistance maximale à la traction Rm
- La limite d’élasticité ou module d’élasticité : Re
- Le rapport résistance à la traction limite d’élasticité : Rm/Re
- L’allongement sous charge maximale : Agt
Limite d’élasticité Re
Le diagramme contrainte-déformation des aciers laminés à chaud comporte un palier de ductilité qui met en évidence la limite d’élasticité supérieure découlement ReH qui est aussi la limite d’élasticité Re. Le diagramme contrainte-déformation des aciers laminés à froid et des inox ne comporte pas de palier. Dans ce cas, la limite d’élasticité Re est fixée conventionnellement égale à Rpo,2 qui est la contrainte correspondant à 0,2 % d’allongement rémanent (ou limite conventionnelle d’élasicité) Actuellement en France, on utilise des aciers de 500 MPa de limite d’élasticité. La norme NF EN 1992 Partie 1-1 prévoit une plage de limite d’élasticité comprise entre 400 MPa et 600 MPa.
Caractéristiques de ductilite
Rm/Re ET Agt Les normes françaises fixent des valeurs minimales pour le rapport résistance à la traction/limite d’élasticité (Rm/Re), et pour l’allongement sous charge maximale (Agt).
Résistance
La limite d’élasticité fyk et la résistance à la traction ft sont respectivement définies comme les valeurs caractéristiques de la limite d’élasticité et de la charge maximale en traction directe, divisée par l’aire nominale de la section.
Diagramme contrainte-déformation
Un acier soumis à une contrainte de traction croissante s’allonge de façon linéaire et réversible jusqu’à un point correspondant à sa limite d'élasticité. Au-delà, la déformation non réversible présente une courbe du type ductile (selon le traitement de l’acier). L’article 3.2.7 de la norme NF EN 1992-1-1 présente figure 3.8, le diagramme de contrainte-déformation simplifié et le diagramme de calcul pour les aciers de béton armé :
Pour un calcul courant, l’une ou l’autre des hypothèses suivantes peut être faite :
- branche supérieure inclinée, avec une limite de déformation égale à ud et une contrainte maximale k fyk/γs pour uk, avec k = (ft/fy)k,
- branche supérieure horizontale, sans nécessité de vérifier la limite de déformation.
Nota : La valeur de calcul du module d’élasticité Es est égale à 200 GPa.
Propriétés des armatures compatibles avec l'Eurocode Béton

Certification des aciers et des armatures
Les aciers et les armatures font l’objet de certifications gérées par l’Association Française de Certification des Armatures du Béton (AFCAB) qui couvrent l’ensemble du cycle des armatures depuis la production des aciers jusqu’à la pose des armatures en coffrage.
On distingue quatre certifications.
L’association française de certification des armatures du béton
L’AFCAB est un organisme indépendant, créé en 1990, pour délivrer des certificats de conformité à des entreprises produisant ou mettant en œuvre des aciers et des armatures pour le béton ou leurs accessoires.
Au sein de l’AFCAB sont représentés :
- Les donneurs d’ordres (MEEM, SNCF, EDF), les négociants et les entreprises générales,
- Les producteurs d’aciers pour béton armé (barres et couronnes, treillis soudés, treillis raidisseurs), les armaturiers et les entreprises de pose,
- Les laboratoires/organismes d’audits (IFSTTAR, CEREMA, CSTB), les bureaux de contrôle (COPREC) et CIMBETON.
Son fonctionnement est collégial.
Les certifications délivrées par l’AFCAB
Certification NF-Aciers pour béton armé
La certification NF – Aciers pour béton armé, garantit que les produits certifiés :
- sont conformes à leur norme de référence : caractéristiques mécaniques, masse linéique, analyse chimique, caractéristiques géométriques, non fragilité, soudabilité, aptitude au redressage après pliage (optionnelle), résistance au cisaillement des soudures et dimensions des treillis soudés ;
- ont une origine identifiable et sont contrôlés.
Chaque acier certifié est identifiable par une marque de laminage spécifique à chaque producteur et par un étiquetage NF – AFCAB. Il fait l’objet d’un certificat délivré par l’AFCAB qui précise :
- sa dénomination ;
- l’usine productrice ;
- les caractéristiques certifiées ;
- la marque de laminage ;
- les conditions de validité.
Certification AFCAB - Dispositifs de Raboutage ou d'Ancrage des Armatures du Béton : DRAAB
La Certification AFCAB - Dispositif de raboutage ou d'ancrage des armatures du béton, garantit que les produits certifiés :
- permettent de réaliser des assemblages respectant les critères de la norme NF A 35-020-1;
- sont fabriqués conformément à des plans et sont contrôlés ;
- font l’objet d’instructions de mise en œuvre appropriées ;
- disposent, de manière optionnelle, de l’attestation de conformité aux essais de fatigue et/ou sollicitations sismiques.
Chaque manchon certifié est identifiable par un étiquetage AFCAB. Il fait l'objet d'un certificat délivré par l'AFCAB qui précise :
- sa dénomination ;
- la société productrice ;
- les caractéristiques certifiées ;
- le marquage ;
- la référence des documents de mise en œuvre ;
- les conditions de validité.
Certification NF - Armatures
Les armatures doivent être conformes à la norme NF A 35-027 et respecter les exigences suivantes :
- les aciers constitutifs des armatures doivent être conformes aux normes qui leur sont applicables ;
- les armatures doivent être conformes aux plans, catalogues et/ou aux pièces écrites de la commande reçue par l'armaturier (par exemple, respect des diamètres d'armature, des dimensions et longueurs d'ancrage, conformité des diamètres intérieur de cintrage…) ;
- les caractéristiques géométriques et mécaniques ne doivent pas être altérées au cours du dressage ou du soudage. Ces deux procédés doivent être qualifiés et contrôlés régulièrement ;
- le montage des accessoires est réalisé conformément aux prescriptions du fournisseur.
La certification NF – Armatures assure que les produits livrés respectent les exigences de la norme armatures NF A 35-027.
Nota : Il est très important de ne pas confondre la certification NF Armatures et la certification NF Aciers pour Béton Armé. Cette dernière assure uniquement la conformité de l’acier à sa norme de référence et ne couvre pas les opérations de transformation résultant de la fabrication des armatures.
Chaque fardeau ou paquet d’armatures comportent une étiquette sur laquelle sont présents:
- le logo de la marque NF ;
- la mention « NF A 35-027 » ;
- la portée du certificat (catégories et opérations couvertes, par exemple : Armatures sur plan coupées façonnées) ;
- le nom de l’usine et de la société titulaire du certificat ;
- le numéro de certificat
- pour les armatures sur plans, les indications spécifiées à l’article 9 de la norme NF A 35-027 (nom du client, nom du chantier, numéro du plan, référence de l’armature, etc.) ou pour les armatures sur catalogue, la référence du produit.
Dans le cadre de la certification NF-Armatures, l’AFCAB exige des essais de pliage et de traction pour vérifier les caractéristiques des armatures après soudage. L’AFCAB supervise aussi la qualification des soudeurs.
Certification AFCAB - Boites d’attente
La certification AFCAB – Boîtes d’attente pour le béton armé permet d’attester que les produits visés par le certificat sont conçus et fabriqués de manière à :
- permettre d’assurer effectivement la continuité du ferraillage de part et d’autre d’une reprise de bétonnage en respectant les exigences des règles de calcul et de conception du béton armé en vigueur ;
- ce que les armatures qu’ils contiennent sont conformes aux plans, catalogues et/ou aux pièces écrites de la commande, présentent dans leurs parties droites des caractéristiques géométriques, mécaniques et technologiques conformes aux spécifications des aciers pour béton armé avec lesquels elles sont fabriquées, présentent des caractéristiques conformes à la norme NF A 35-027 ;
- ce que les aciers constitutifs des armatures sont aptes au redressage après pliage ;
- ne pas altérer par leur présence les autres qualités du béton armé (résistance, durabilité…).
Certification AFCAB – Pose des armatures du béton
Cette certification garantit que les aciers et les armatures posés par l’entreprise certifiée :
- sont conformes à leurs normes de référence ;
- sont posés en respectant les plans, les règles de béton armé, les règles de mise en place des accessoires (notamment les manchons) ;
- sont parachevés sans altération des aciers ;
- sont contrôlés après la pose.
Le fait de faire appel à un poseur certifié AFCAB Pose des armatures du béton permet d'adopter une valeur minorée de Δcdev comprise entre 5 et 10 mm (au lieu de 10 mm avec la valeur d’enrobage nominal cnom = cmin + Δcdev). Les procédés de soudage et/ou les soudeurs des entreprises certifiées sont qualifiés et contrôlés régulièrement dans le cadre de la certification.
L’ensemble des certificats sont disponibles sur www.afcab.com.
Atouts de la certification tierce partie
La certification est une activité par laquelle un organisme reconnu, indépendant des parties en cause, donne une assurance écrite qu’une organisation, un processus, un service, un produit ou des compétences professionnelles sont conformes à des exigences spécifiées dans un référentiel. Il existe différents types de certifications :
- La certification de produits ou de services (marque NF, AFCAB…),
- La certification des systèmes de management (NF EN ISO 9001, NF EN 14001, OHSAS 18001…),
- La certification de compétences (Auditeur ICA, diagnostiqueurs…).
Il faut distinguer le marquage CE, qui est un marquage réglementaire, imposé via des Directives ou des Règlements européens, de la certification volontaire. La certification résulte de la volonté de l’entreprise certifiée de faire reconnaître son savoir-faire et ses compétences. Elle permet à l’entreprise de pouvoir afficher en toute crédibilité la qualité, la sécurité et la conformité de ses services, ses produits ou ses prestations. La certification est un outil de progrès en continu avec un renouvellement constants des objectifs.
Elle permet également de prendre en compte la satisfaction du client. Elle permet de garantir aux clients d’une entreprise certifiée que des contrôles réguliers sont effectués par un organisme indépendant, qui garantissent la qualité des produits et des processus. L’indépendance et l’impartialité de l’organisme certificateur sont garantis en France par l’obligation pour celui-ci d’être accrédité par le COFRAC selon la norme NF EN ISO/CEI 17065. L’organisme certificateur doit notamment gérer les plaintes portant sur les produits ou services certifiés par ses soins. Il est donc un partenaire, non seulement des entreprises qu’il certifie, mais également des utilisateurs des produits ou services fournis par ces entreprises. La certification est reconnue comme un moyen de preuve de conformité par de nombreux textes et recommandations.
L'AFCAB est un organisme indépendant, créé en 1990 pour délivrer des certificats de conformité à des entreprises produisant ou mettant en œuvre des armatures pour le béton ou leurs accessoires. Son indépendance est garantie par la présence de l'ensemble des experts du marché. Au sein de l'AFCAB sont représentés:
- les producteurs de ronds à béton en barres ou en couronnes, de treillis soudé, les armaturiers, les entreprises de pose,
- les donneurs d'ordre : maîtres d'ouvrage (Ministère de l’Environnement, de l’Energie et de la Mer, EDF, SNCF), et entreprises générales (EGF - BTP),
- les laboratoires (réseau IFSTTAR-CEREMA), les bureaux de contrôle (COPREC), le CSTB et l'industrie du béton.
Mettre en œuvre une armature certifiée par l'AFCAB, choisir une entreprise de pose certifiée par l'AFCAB, c'est donner à l'entreprise de BTP et au maître d'ouvrage la garantie que le maillon armature ne rompra pas la chaîne de la qualité de l'ouvrage depuis sa conception jusqu'à sa réalisation. Les référentiels de certification ont été établis en commun entre toutes les parties concernées. Ils permettent de garantir que le niveau de qualité des produits certifiés satisfait les besoins de l'ensemble des acteurs de la filière.
Normes Acier Et Armatures
Normes Acier Pour Béton Armé
- NF En 10080 : Aciers Pour L’armature De Beton Acier Soudable Pour Beton Arme. Generalites
- NF A35-080-1 : Aciers Pour Beton Arme : Aciers Soudables. Parie 1. Barres Et Couronnes
- NF A35-080-2 : Aciers Pour Beton Arme : Aciers Soudables. Parie 2. Treillis Soudes
- XP A 35-014 : Aciers Pour Beton Arme – Barres, Fils Machine Et Fils En Acier Inoxydable
- NF A 35-024 : Aciers Pour Beton – Treillis Soude Constitues De Fils De Diametre Inferieur A 5 Mm. Treillis Anti-Fissuration
- NF A 35-015 : Aciers Pour Beton Arme – Ronds Lisses Soudables
- NF A 35-017 : Aciers Pour Beton Arme – Barres Et Fils Machines Non Soudables A Verrous
- XP A35-026 : Aciers Pour Beton Arme Aciers Plats Crantes Soudables – Barres Et Couronnes
Normes Armatures
NF A35-027 : Produits En Acier Pour Beton Arme : Armatures
Normes Treillis
NF A 35-028 : Treillis Raidisseurs
Normes Draab
NF A 35-020-1 : Dispositif De Raboutage Et Dispositifs D’ancrages D’aciers Pour Beton Arme A Verrous Et A Empreintes
L’enrobage des armatures et les caractéristiques du béton d’enrobage sont les paramètres fondamentaux permettant de maîtriser la pérennité des ouvrages aux phénomènes de corrosion et donc leur durée d...

COMMENTAIRES
7 COMMENTAIRES